表面组装工艺控制关键点及工艺窗口和工艺能力
一、表面组装工艺控制关键点据统计,名列PCBA焊接不良前五位的是虚焊、桥连、少锡、移位和多余物,而这些不良现象的产生在很大程度上与焊膏印刷、钢网设计、焊盘设计以及温度曲线设置有关,也就是与工艺有关。如果说提升SMT的终极目标是为了获得优质焊点的话,那么就可以说工艺是SMT的核心。SMT工艺,按照业务划分,一般可分为工艺设计、工艺试制和工艺控制,如图1所示,其核心目标是通过合适焊膏量的设计与一致的印刷沉积,减少开焊、桥连、少锡和移位,从而获得预期的焊点质量。
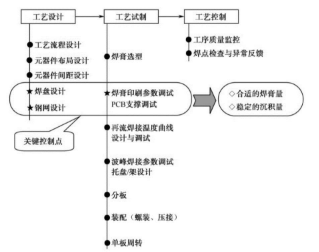 图1
图1
工艺控制点在每项业务中,有一组工艺控制点,其中焊盘设计、钢网设计、焊膏印刷与PCB的支撑,是工艺控制的关键点。随着元器件焊盘以及间隔尺寸的不断缩小,钢网开窗的面积比以及钢网与PCB印刷时的间隙越来越重要。前者关系到焊膏的转移率,而后者关系到焊膏印刷量的一致性以及印刷的良好率。为了获得75%以上的焊膏转移率,根据经验,一般要求钢网开窗与侧壁的面积比大于等于0.66;要获得符合设计预期的、稳定的焊膏量,印刷时钢网与PCB的间隙越小越好。要实现面积比大于等于0.66,不是一件困难的工作,但是要消除钢网与PCB的间隙就是一件非常难的工作,这是因为钢网与PCB的间隙与PCB的设计、PCB的翘曲、印刷时PCB的支撑等很多因素有关,有时受制于产品设计和使用的设备是不可控的,而恰恰这是精细间距元器件组装的关键!像0.4mm引脚间距的CSP、多排引脚QFN、LGA、SGA的焊接不良几乎百分之百与此有关。因此,在先进的专业代工厂,发明了很多非常有效的PCB支撑工装,用于矫正PCB的翅曲,以保证零间隙印刷。
二、工艺窗口与工艺能力1.工艺窗口工艺窗口通常用来描述工艺参数可用的极限范围,是“用户规格范围(USL-LSL)”概念在SMT工艺领域的专业用语。例如,按照经验,再流焊接的最低温度一般要比焊料熔点高11~12℃,当使用Sn63Pb37时,合金的熔点为183℃,其最低的再流焊接温度为195℃左右。在J-STD-020B中,规定元件的最高温度为245℃,这样有铅工艺可用的工艺窗口为50℃,而不是“245-183”所得的理论上的62℃。这里一定要注意“可用”两字。2.工艺窗口指数(PWI)工艺窗口指数(Process Window Index,PWI),是衡量用户确定的工艺极限值范围内工艺能力适应程度的指标,换句话说,就是使用工艺窗口的最大百分比,用于简单说明工艺是否满足技术规范的要求,其值基本上是Cp倒数的百分数。PWI越大,工艺稳定性越差,反之,亦然。PWI=100×Max{(测量值-平均极限值)/最大极限范围/2}例如,贴片机的工艺窗口指数(见图2)
 图2
图2
PWI的概念以再流焊接曲线为例说明,工艺曲线主要控制参数有升温速率、预热时间、预热结束时间、峰值温度和熔点以上时间,通过测量与计算,取四个参数中PWI最大的值作为温度曲线的PWI。3.工艺能力指数(Cp)工艺能力指数Cp,台湾企业称为制程能力指数。反映了用户的规格范围(δ)内有多少个6σ,数值越大,工艺的稳定性越高。Cp=(USL-LSL)/6σ其中,σ标准偏差,反映了数据各点到其平均数距离的平均值,即正态分布“钟”形图形的宽窄,越窄说明工艺能力越强;USL为用户规格上限,LSL为用户规格下限。一般选取核心工艺指标进行测量。如再流焊接炉,我们可以测量峰值温度的在不同负载率的情况下的波动。4.工艺能力管理指数(Cp k)工艺能力管理指数 Cpk,反映的是正态分布“钟”形图形的居中性,即 Cp k=(USL-μ)/3σ或(μ-LSL)/3σ的最小值。其中μ为用户规格的中心值。根据贾忠中著SMT核心工艺解析与案例分析改编
由武汉智慧云未来职业培训学校 运营管理

 湖北省武汉市洪山区关山大道465号
湖北省武汉市洪山区关山大道465号 13207170623
13207170623  13207170623
13207170623 zhihunyun@aliyun.com
zhihunyun@aliyun.com